


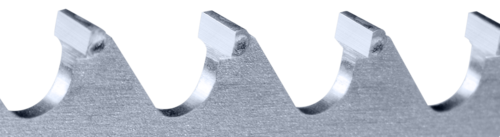
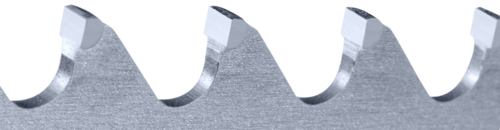
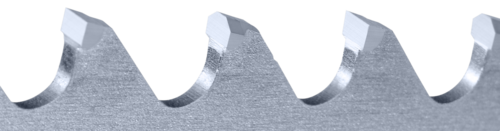
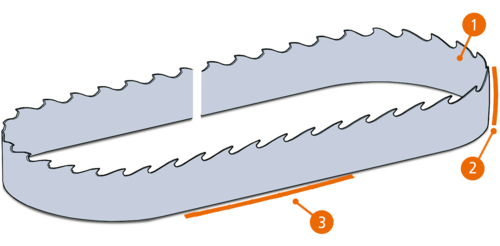
钨铬钴合金镶齿是指将Stellit®钨铬钴合金堆焊在锯齿上并对锯齿进行调质处理的工艺,提高带锯锯齿的耐磨性,提高使用寿命、更高的切削精度和缩短准备时间。因此提高带锯刀片的耐磨损性能又将来更长的机床使用寿命、更高的切削精度和缩短调机时间。
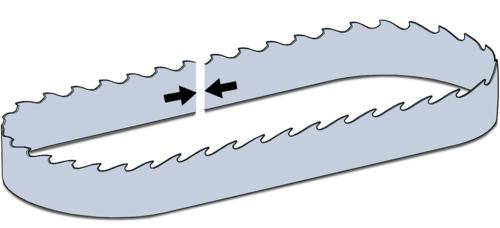
尤其是要加工耐磨性特别强且极其坚硬的木料时,钨铬钴合金具有很大的优势。事实证明,12号Stellit®品种(包含59%的钴、29%的铬、9%的钨和1.8%的碳)最适合木材加工。它耐磨,同时不会太脆,磨削得心应手。在有些情况下也使用1号Stellit®品种:这是一种很硬的合金,尤其用于锯切硅酸盐含量高的木材。
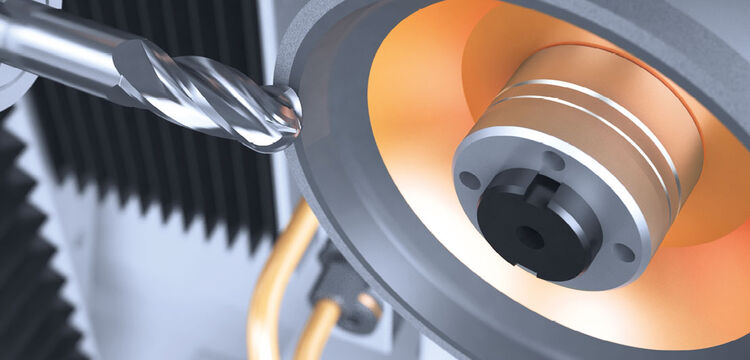
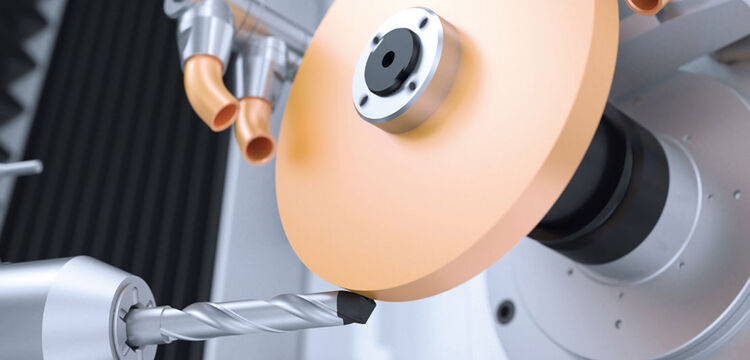
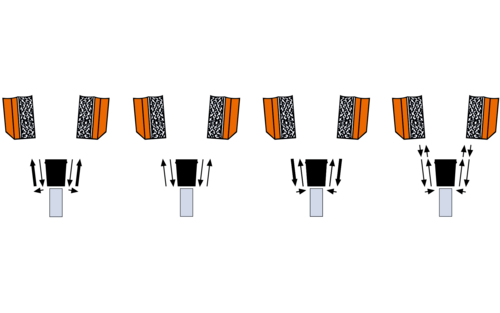
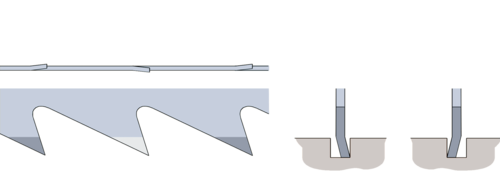
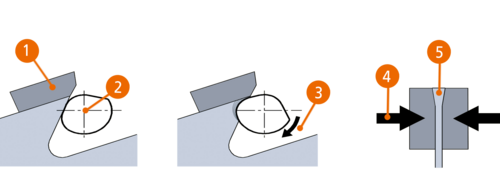
除了复杂的手工钨铬钴合金镶齿工艺,还有两种自动钨铬钴合金化处理方法:电阻焊工艺和等离子焊接工艺。使用后一种工艺时加热锯齿并熔化必要数量的钨铬钴合金。Stellit®以液体形式流入成型模块中,齿坯因此形成锯齿成品的外形。必要的磨削工作因而减少至最低水平。与电阻焊工艺相比,全自动等离子焊接的优势是,Stellit®和基材之间的连接层绝对坚固。最后但同样重要的是修补和重新替换成本经济,因为新Stellit®材料涂覆在仍然保留的锯齿上即可,无需支付高昂成本就能磨除剩余的Stellit®。
Ihr Browser hat eine andere Sprache als die der aufgerufenen Seite. Diese Seite ist auch in ihrer Sprache verfügbar! Möchten Sie zu der Seite in Ihrer Sprache wechseln?