


Ihr Browser hat eine andere Sprache als die der aufgerufenen Seite. Diese Seite ist auch in ihrer Sprache verfügbar! Möchten Sie zu der Seite in Ihrer Sprache wechseln?
孚尔默VHybrid 260为电火花放电加工领域树立新标杆 2022-09-13
转至概览


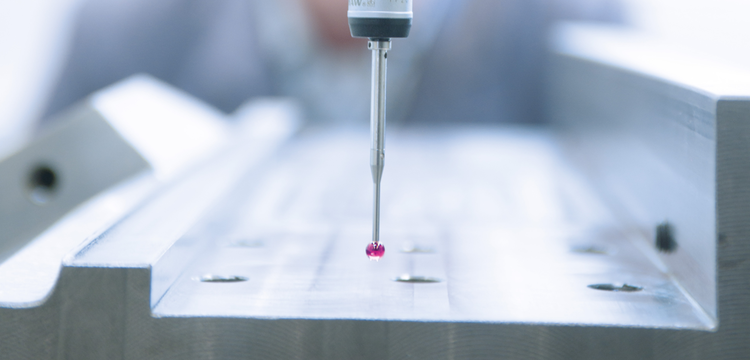
刃磨专家孚尔默对其刃磨和电火花放电加工机床VHybrid 260进行了提升,在对PCD(聚晶金刚石)刀具进行电火花放电加工时现在可达到0.05µm/Ra(微米/中心粗糙度值)的表面质量。得益于对Vpulse EDM放点发生器的优化,工艺创新得以成功。可选的V@ boost解决方案专为直径1.0毫米以上的钻头和铣刀设计。这种PCD小型刀具主要用于汽车制造、医疗技术或电子和航空航天工业等行业。
PCD切削刀具是现今许多现代工业制造工艺的重要组成部分。由于其硬度和耐磨性,它们特别适合切削加工轻金属、纤维复合材料、脆硬材料以及木材/木材复合材料。然而PCD刀具的刃磨也给经验丰富的制造商一再带来巨大挑战。首先是刀具在经过腐蚀性处理后仍然需要对各个功能表面进行刃磨或抛光。对此通常需要在严格的过程控制下执行额外的工作步骤。
具有自适应调节的放电发生器
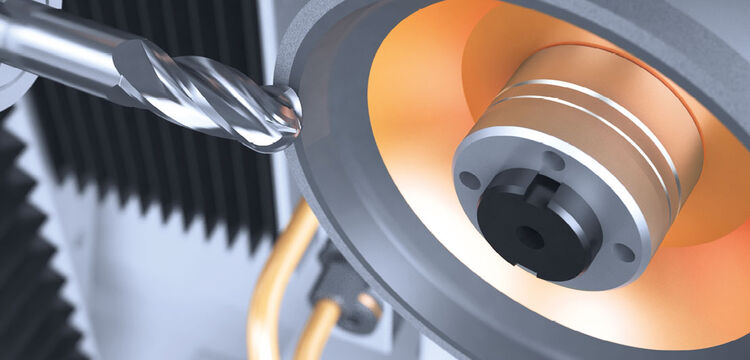
来自Biberach的刃磨专家孚尔默现成功通过刃磨和电火花放电加工机床VHybrid 260的一次装夹,实现对该电火花放电加工过程的极大改进。借助Vpulse EDM放电发生器的全新高性能套件,在使用VHybrid 260进行电火花放电加工时,首次实现在无人上下料模式中可靠地生产出表面质量达0.05µm/Ra(微米/中心粗糙度值)的PCD刀具。这些数值通过采用自适应调节技术得以实现,该技术还结合了VHybrid 260众所周知的创新坚固的运动学以及最低放电能量水平。从而获得最精细的表面质量。由此节省的成本密集型后续流程,帮助PCD刀具制造商降低每件刀具的生产成本,并为最终用户在产品的质量和耐用性上提高了盈利率。未来也可以经济地生产最小直径范围内的整体式PCD刀具。
VHybrid 260将在AMB上亮相
在斯图加特举行的AMB 2022金属加工展览会上,感兴趣的各方可以在孚尔默展台观看VHybrid 260刃磨和电火花放电加工机床如何通过一次装夹,即可完整加工PCD刀具。可以看到通常只能通过高耗时且高成本的磨削工艺实现的高光表面。通过V@boost解决方案,电火花放电加工可以在未来作为一个完整的制造过程集成到刀具制造中成为了可能。刀具制造商可以使用VHybrid 260依然在可靠的过程控制下进行无人加工。
磨削加电火花放电达到刀具的100%加工
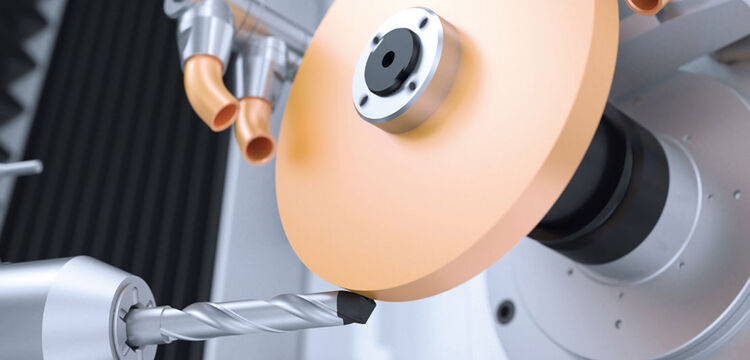
原则上VHybrid 260通过一次装夹,即可完成对硬质合金以及PCD刀具的100%磨削或电火花放电加工。VHybrid 260的核心是通过两根垂直布置的主轴实现多重加工。孚尔默为此投入了已在VGrind刃磨机床系列上久经考验的技术。在VHybrid 260上,下部主轴既可用于磨削,也可用于电火花放电加工,而上部主轴只预留用作磨削。
可以灵活地对标准和非标刀具进行刃磨和电火花放电加工,无论毛坯是由硬质合金、整体式PCD还是焊接式PCD制成。同时,该机床可加工直径不超过150毫米,长度不超过360毫米的刀具。各种自动化解决方案令全天候无人加工成为可能:例如链式工件库HC4 Plus可收纳多达53个HSK刀具。此外,高达八组的砂轮组和电极组及冷却液喷淋管装置都可以全自动更换。
“通过我们的新型V@boost解决方案,刀具制造商能够跻身进入具有吸引力的PCD小型刀具市场,其中包括汽车制造、医疗技术或电子和航空航天工业”,孚尔默集团总经理Jürgen Hauger说道。“此外,最新的Booster软件只是迈向VHybrid 260进一步工艺创新的第一步。下一个目标是为直径小于1.0毫米的PCD刀具实现这种表面质量。”